

Пример расчета гибки листового металла
Гибка листового металла – процесс деформации формы заготовки путем изгиба под действием пресса на точку сгиба. Металлический лист помещают между двумя плитами или фигурными валками в зависимости от модели станка и подвергают контролируемой деформации. В дальнейшем полученная заготовка используется в качестве элемента для основного изделия.
Современное оборудование позволяет работать с металлами любых габаритов и толщины, придавая им сложный контур с несколькими углами. При необходимости из листового проката можно создать даже замкнутое изделие.
Почему важно в процессе гибки листа учитывать длину профиля и усилие пресса
Гибка листа при рабочих процессах всегда сопровождается деформациями, которые возникают в структуре металла. Внутренняя поверхность радиуса листа под действием профильного пресса сужается и образовывает складки, а внешняя поверхность – работает на разрыв и растяжение. Если выйти за пределы допустимых значений, в кристаллической решетке стали или алюминия появятся разрывы, которые значительно ухудшат свойства металла. В худшем случае, превышение допустимых нагрузок на точку сгиба может привести к полному разрыву материала.
Чтобы избежать подобного, специалисты выполняют предварительные расчеты предельных соотношений толщины металла, длины профиля и радиуса изгиба. В листогибах с ЧПУ расчеты выполняются автоматически. Оператору достаточно задать первичные параметры и оборудование самостоятельно произведет гибку листового металла под заданный угол.
Но такой метод не подойдет для малых и средних способов механизации. Здесь уже необходимо производить самостоятельные расчеты по специальным формулам и таблицам.
Даже если взять лист нержавеющей стали с точными размерами будущей заготовки, то после деформации готовое изделие получится на 7-9% короче. А это в точной работе недопустимо. Поэтому специалисты перед началом металлообработки выполняют предварительные расчеты по формулам.
Приведем примеры расчетов для ручной и полуавтоматической гибки
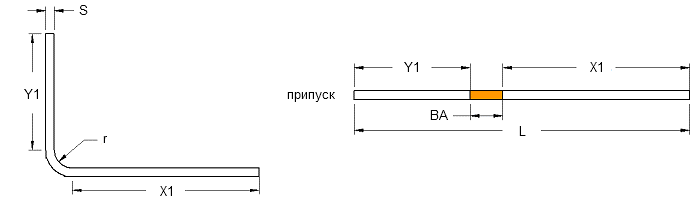
Размер длины заготовки определяется по формуле:
L = Y1 + X1 + <(π×φ)/180 × (r + KS)>,
где
Y1 и X1 – длина прямых участков листового профиля;
φ – внешний угол;
r – радиус гиба;
K – коэффициент положения нейтральной линии (определяется по техническим таблицам)
S – толщина металла.
Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках <…> для каждого дополнительного угла. Расчет заготовки выполняется методом развертки с суммированием длины всех прямых полок Yn, Xn и добавления радиуса скривления.
Усилие пресса на заготовку при гибке листового металла определяется по формуле:
P = 1,42 × S2 × L × ∂ʋ / V
где
S – толщина листового профиля металла;
L – размер длины заготовки;
∂ʋ – предел прочности на растяжение (справочное значение);
V – развертка матрицы (технический параметр станка).
На практике специалисты используют готовые шаблоны и таблицы в зависимости от типа и размеров металлического профиля. Из таблиц выбираются точные параметры заготовки и подбираются максимально допустимые усилия пресса с углами деформации.
Расчеты по формулам используются только при работе с нестандартными заготовками и единичными заказами, где важно соблюсти размеры в точности до 0,1 мм.
Воспользуйтесь услугами специалистов
Нет времени разбираться самостоятельно? Компания «БиэМ» в рамках работ по гибке металла предоставляет услуги по гибке стального, оцинкованного и алюминиевого листа. Для обработки проката используются автоматические и полуавтоматические способы. В производственных цехах применяются листогибы с ЧПУ, которые позволяют обрабатывать черные металлы, нержавеющую сталь и алюминий с толщиной до 4 мм и общим габаритным размером до 3 м.